Using PrusaSlicer to Design Tree Supports for FDM Prints
I've done a lot of work with tree supports in Meshmixer. I don't want to denigrate the awesome utility that Meshmixer brings to the table, but it also hasn't been updated in two years. Meanwhile, Prusa forked their version of Slic3r into PrusaSlicer and has added a bunch of support for MSLA printing... including tree supports! And, they obviously paid a lot of attention to how tree supports are designed in tools like Meshmixer, because the PrusaSlicer interface neatly bypasses just about all of the pain points that I have when working with MM! The one drawback is that the Tree Supports are only officially available for MSLA printers... but there's an easy way around that!
In order to use PrusaSlicer to generate support trees, you need to change to one of their supported MSLA printers. At that point, when you slice your model, it will automatically generate support trees that are tuned for that MSLA printer. These automatically placed trees are a really good starting point, but complicated models (like minis) still need some manual adjustment to make sure that everything will going to work out well.
 Fortunately, there's a handy SLA Support Points button on the left that you can press that lets you get into their Manual Editing support editor! In this mode, you select points on the model that you want support trees to connect at; you don't actually draw the supports like you do in MeshMixer. The control freak in me hates giving up that level of detail, but then I remember how many hours I've spent looking for that one perspective in MM that would let me to draw some support that I needed, and I don't feel so bad ;)
Fortunately, there's a handy SLA Support Points button on the left that you can press that lets you get into their Manual Editing support editor! In this mode, you select points on the model that you want support trees to connect at; you don't actually draw the supports like you do in MeshMixer. The control freak in me hates giving up that level of detail, but then I remember how many hours I've spent looking for that one perspective in MM that would let me to draw some support that I needed, and I don't feel so bad ;)
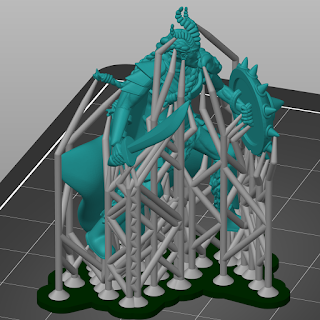
So, you specify the points that need support tree contacts and let PrusaSlicer figure out the details from there. It's certainly important to review those trees to ensure that you're supporting everything that needs it and even potentially to relocate some connection points if the generated trees are problematic in some way (like if they clip through model geometry or have too steep an angle or something). This process is much easier to iterate through with PrusaSlicer, so I can't complain!
Once you have your supports designed, you're going to need to export the thing for your FDM slicer (even if you're using PrusaSlicer for your FDM printer). So, go to File -> Export -> Export plate as STL including Supports. It's that simple. That will give you an STL file with the supports exactly as they've been generated, which you can then load up in your FDM printer's slicer. Before you pull up your FDM system, you should probably save your project as a .3mf file, which will really help you to iterate through different support designs (as needed).
After you've imported your supported STL file and sliced it, you might notice an issue with the supports not fully contacting the model in your FDM slicer. This issue comes from a difference between your nozzle size and the size of the Support Head Front Diameter. In short, the tip of the support tree is so thin that your slicer is just not even trying to print it... and that's not going to work too well! To solve this, you'll need to go back to PrusaSlicer's MSLA mode and play around with the support tree settings a bit.
 So, load up that .3mf file that you saved, then go to Print Settings and then head to the Support section. There's a fair number of settings that we can tweak, but there are two that we really want to focus on for making these trees work with an FDM printer. The most critical one is the Support Head Front Diameter value, which you'll want to be slightly larger than your FDM printer's nozzle (I've been using .45 mm for my .4 mm nozzle). The next setting that you may want to tweak is the Support Pillar Diameter setting. That guy determines how wide around the supports are. I typically used a 2.5 mm tree in MeshMixer, but those trees tended to be far less interconnected than the PrusaSlicer trees, so I've been experimenting with settings between 1 mm and 1.5 mm and have had good initial results. The thicker trees were more stable (which is a good thing) but they were a lot of work to remove (which is a bad thing). Maybe 1.25 mm is the baby bear setting that'll prove just right? I'll find out on my next print!
So, load up that .3mf file that you saved, then go to Print Settings and then head to the Support section. There's a fair number of settings that we can tweak, but there are two that we really want to focus on for making these trees work with an FDM printer. The most critical one is the Support Head Front Diameter value, which you'll want to be slightly larger than your FDM printer's nozzle (I've been using .45 mm for my .4 mm nozzle). The next setting that you may want to tweak is the Support Pillar Diameter setting. That guy determines how wide around the supports are. I typically used a 2.5 mm tree in MeshMixer, but those trees tended to be far less interconnected than the PrusaSlicer trees, so I've been experimenting with settings between 1 mm and 1.5 mm and have had good initial results. The thicker trees were more stable (which is a good thing) but they were a lot of work to remove (which is a bad thing). Maybe 1.25 mm is the baby bear setting that'll prove just right? I'll find out on my next print!
 Another setting that I found important to tweak is the Pad. MSLA printing works best with a nice big solid pad under the object, but that's not as important for FDM printing and makes the supports much more difficult to remove. So, I go into the Pad section of PrusaSlicer and set the Pad Wall Thickness to the height of my first layer. I'm using a .2 mm first layer, so I set it to match that. I know that it's not the best named parameter, but this is the one that you want to change! I decided to go ahead and keep a single layer pad to help ensure that my trees were all more stable, but the thinner pad is much easier to snip through when it comes time to remove the supports.
Another setting that I found important to tweak is the Pad. MSLA printing works best with a nice big solid pad under the object, but that's not as important for FDM printing and makes the supports much more difficult to remove. So, I go into the Pad section of PrusaSlicer and set the Pad Wall Thickness to the height of my first layer. I'm using a .2 mm first layer, so I set it to match that. I know that it's not the best named parameter, but this is the one that you want to change! I decided to go ahead and keep a single layer pad to help ensure that my trees were all more stable, but the thinner pad is much easier to snip through when it comes time to remove the supports.
Once those settings are tweaked, just slice your model once more and PrusaSlicer will recalculate the support trees to reflect the new settings. Then, you can just export the supported model again, and see how it slices for your FDM printer! I usually go back and forth between my support generation tool and my slicing tool many times, examining the Print Preview page to see if I've missed anything. Life is much easier if you can detect failures in the print preview than if they show up on the printing bed!
In order to use PrusaSlicer to generate support trees, you need to change to one of their supported MSLA printers. At that point, when you slice your model, it will automatically generate support trees that are tuned for that MSLA printer. These automatically placed trees are a really good starting point, but complicated models (like minis) still need some manual adjustment to make sure that everything will going to work out well.
 Fortunately, there's a handy SLA Support Points button on the left that you can press that lets you get into their Manual Editing support editor! In this mode, you select points on the model that you want support trees to connect at; you don't actually draw the supports like you do in MeshMixer. The control freak in me hates giving up that level of detail, but then I remember how many hours I've spent looking for that one perspective in MM that would let me to draw some support that I needed, and I don't feel so bad ;)
Fortunately, there's a handy SLA Support Points button on the left that you can press that lets you get into their Manual Editing support editor! In this mode, you select points on the model that you want support trees to connect at; you don't actually draw the supports like you do in MeshMixer. The control freak in me hates giving up that level of detail, but then I remember how many hours I've spent looking for that one perspective in MM that would let me to draw some support that I needed, and I don't feel so bad ;)So, you specify the points that need support tree contacts and let PrusaSlicer figure out the details from there. It's certainly important to review those trees to ensure that you're supporting everything that needs it and even potentially to relocate some connection points if the generated trees are problematic in some way (like if they clip through model geometry or have too steep an angle or something). This process is much easier to iterate through with PrusaSlicer, so I can't complain!
Once you have your supports designed, you're going to need to export the thing for your FDM slicer (even if you're using PrusaSlicer for your FDM printer). So, go to File -> Export -> Export plate as STL including Supports. It's that simple. That will give you an STL file with the supports exactly as they've been generated, which you can then load up in your FDM printer's slicer. Before you pull up your FDM system, you should probably save your project as a .3mf file, which will really help you to iterate through different support designs (as needed).
After you've imported your supported STL file and sliced it, you might notice an issue with the supports not fully contacting the model in your FDM slicer. This issue comes from a difference between your nozzle size and the size of the Support Head Front Diameter. In short, the tip of the support tree is so thin that your slicer is just not even trying to print it... and that's not going to work too well! To solve this, you'll need to go back to PrusaSlicer's MSLA mode and play around with the support tree settings a bit.
 So, load up that .3mf file that you saved, then go to Print Settings and then head to the Support section. There's a fair number of settings that we can tweak, but there are two that we really want to focus on for making these trees work with an FDM printer. The most critical one is the Support Head Front Diameter value, which you'll want to be slightly larger than your FDM printer's nozzle (I've been using .45 mm for my .4 mm nozzle). The next setting that you may want to tweak is the Support Pillar Diameter setting. That guy determines how wide around the supports are. I typically used a 2.5 mm tree in MeshMixer, but those trees tended to be far less interconnected than the PrusaSlicer trees, so I've been experimenting with settings between 1 mm and 1.5 mm and have had good initial results. The thicker trees were more stable (which is a good thing) but they were a lot of work to remove (which is a bad thing). Maybe 1.25 mm is the baby bear setting that'll prove just right? I'll find out on my next print!
So, load up that .3mf file that you saved, then go to Print Settings and then head to the Support section. There's a fair number of settings that we can tweak, but there are two that we really want to focus on for making these trees work with an FDM printer. The most critical one is the Support Head Front Diameter value, which you'll want to be slightly larger than your FDM printer's nozzle (I've been using .45 mm for my .4 mm nozzle). The next setting that you may want to tweak is the Support Pillar Diameter setting. That guy determines how wide around the supports are. I typically used a 2.5 mm tree in MeshMixer, but those trees tended to be far less interconnected than the PrusaSlicer trees, so I've been experimenting with settings between 1 mm and 1.5 mm and have had good initial results. The thicker trees were more stable (which is a good thing) but they were a lot of work to remove (which is a bad thing). Maybe 1.25 mm is the baby bear setting that'll prove just right? I'll find out on my next print! Another setting that I found important to tweak is the Pad. MSLA printing works best with a nice big solid pad under the object, but that's not as important for FDM printing and makes the supports much more difficult to remove. So, I go into the Pad section of PrusaSlicer and set the Pad Wall Thickness to the height of my first layer. I'm using a .2 mm first layer, so I set it to match that. I know that it's not the best named parameter, but this is the one that you want to change! I decided to go ahead and keep a single layer pad to help ensure that my trees were all more stable, but the thinner pad is much easier to snip through when it comes time to remove the supports.
Another setting that I found important to tweak is the Pad. MSLA printing works best with a nice big solid pad under the object, but that's not as important for FDM printing and makes the supports much more difficult to remove. So, I go into the Pad section of PrusaSlicer and set the Pad Wall Thickness to the height of my first layer. I'm using a .2 mm first layer, so I set it to match that. I know that it's not the best named parameter, but this is the one that you want to change! I decided to go ahead and keep a single layer pad to help ensure that my trees were all more stable, but the thinner pad is much easier to snip through when it comes time to remove the supports.Once those settings are tweaked, just slice your model once more and PrusaSlicer will recalculate the support trees to reflect the new settings. Then, you can just export the supported model again, and see how it slices for your FDM printer! I usually go back and forth between my support generation tool and my slicing tool many times, examining the Print Preview page to see if I've missed anything. Life is much easier if you can detect failures in the print preview than if they show up on the printing bed!


Thanks for the article, great to have the process documented. I was messing around doing the same thing a few weeks ago with mixed results. I'll have to go try out your settings!
ReplyDeletewe need this available in fdm mode also, together with interface and support-object gap, and angled and branching pillars would be nice too (meshmixer have them), also would love an interface which would follow the overhanging surfaces contour up to configured angle (like a bed), and the just add several pillars to the ground, or on object itself if its closer.. ..dreamin'.. :)
ReplyDeleteThis comment has been removed by the author.
ReplyDelete