Getting Started with 3D Printed Minis, Part 2: Printing Software
After you've made (or downloaded) a model, you need to do some work to get it ready to 3D print. The most important thing that you'll need to do is slice the model. Slicing is the process of converting the triangles that make up the 3D model into gcode, which is the actual list of instructions for how your printer needs to move its parts to deposit the plastic and make that model.
There are many slicing tools out there, but I generally use Slic3r. I like the mix of user friendly functions (such as viewing your 3D print layer-by-layer to ensure success) and fine tuning tweaking options (like setting a specific printing speed for printing bridges vs. other types of printing). Also, Prusa provides a Slic3r version specifically tuned for my printer, so that makes things easy for me. But, using Slic3r to generate gcode is actually the last step before printing!
Before I even bother generating gcode, I need to figure out how I'm going to print the object. This is one of those places where 3D printing is more art than science, but there are a few rules of thumb that'll help you get a better, more successful print:
There are many slicing tools out there, but I generally use Slic3r. I like the mix of user friendly functions (such as viewing your 3D print layer-by-layer to ensure success) and fine tuning tweaking options (like setting a specific printing speed for printing bridges vs. other types of printing). Also, Prusa provides a Slic3r version specifically tuned for my printer, so that makes things easy for me. But, using Slic3r to generate gcode is actually the last step before printing!
Before I even bother generating gcode, I need to figure out how I'm going to print the object. This is one of those places where 3D printing is more art than science, but there are a few rules of thumb that'll help you get a better, more successful print:
- Bed adhesion is critical. If your print doesn't have enough surface area on the bed, it will fall over and the print will be ruined.
- Build from the bed up. Your printer can't deposit plastic in thin air (well, not accurately), so remember that you need something to build on. That said, the plastic can generally adhere sideways, to a point. As a rule of thumb, a slope of 45 degrees is about as flat as you want to go without some kind of supporting material, but more dramatic angles can be possible in some circumstances with a properly tuned machine.
- Smaller layers (for example, 0.1 mm vs. 0.3 mm) look better, but take longer to print and require a more finely tuned machine. When you start getting below 0.05 mm layers, you start getting into the "visually smooth" zone where you can't even see the individual layers any more. Those prints also take a long time to make.
- Vertical detail is a function of layer height, but horizontal detail is a function of nozzle size. Your stepper motors can easily get your vertical detail down to 0.1 mm accuracy, but most FDM printers ship with a 0.4 mm nozzle. That means that the thinnest line that you can print is 0.4 mm, so the finest detail on the top layer of your model cannot be smaller than that. You can get a smaller nozzle, but I hear that printing gets pretty difficult if you get much below 0.2 mm, due to issues like jams.
So, what's it mean to follow these rules when preparing for a print? It means that the best and easiest thing that you can print is a basic geometric shape, like a cube or a pyramid (with the largest, flat side, down). Of course, that's not what we want to print - we want to print archers with bows drawn, gnolls with swords out, and dragons baring their fangs!
Fortunately, we have software that can help us to make these cool shapes a little more printable. That software uses a bevy of techniques to help us print cool things: cutting, brims, and support material are the ones that I use most frequently.
Cutting a model is exactly that (frequently called a Plane Cut) - we're going to cut our model into two (or more!) pieces so that it'll be easier to print. A model with a sword extended horizontally is really tough to print... so don't! Just cut off the arm, print it separately, then glue the model together when you're done. Same thing with a knife prop - the rounded grip and beveled blade would cause all sorts of problems (very little bed contact, nothing underneath them to build up from), but if you cut it down the middle, you can now print two half-knives flat on the bed and then glue them together!
A brim is a tool that I generally try to avoid using - it instructs the printer to print extra material around the footprint of the model, making that footprint larger. This is great for bed adhesion, but when you're done printing, you need to cut away the brim and it can leave marks. Depending on the complexity of the model, it can be difficult to get at the brim, which means more cleanup work after the fact.
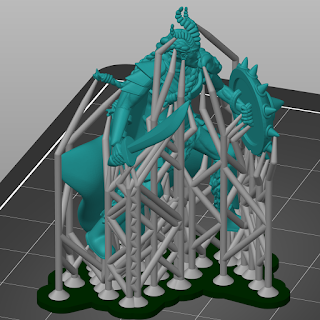
Support material is another tool that I generally try to avoid using, but unlike a brim, it's frquently necessary. As mentioned, you need to build from the bed up, but what do you do if your model has a low point sticking out in space (like the pommel of a sword held in an extended arm)? Not only is it protruding at a difficult horizontal angle, but that little bit is actually lower than anything else! Since the printer always prints from the bed up, it'll try to print that bit of plastic with literally nothing around it and you'll end up with a big bed of spaghetti. That's where support material comes in - it's just extra plastic printed beneath the thing that you actually want to print, so that there'll be something there to print on when you need it. Support material is, by its very nature, wasteful overhead. Also, support material will generally leave small scars on your model wherever it attaches, so it's double trouble! Until we can get 6-axis 3D printers though, it's a requirement.
A major part of the art of 3D printing is figuring out how to use those tools elegantly, so that you can produce the best result with the least waste. Slic3r can do all of those things for me, but it's not necessarily the best tool for the job, as it has fairly basic and non-interactive implementations of these features.
If I'm working on something more complex, I like to use Meshmixer (another excellent, free tool from Autodesk) to cut and support my model, then import that into Slic3r to generate gcode (and brims, if required). Maker's Muse has made some great videos about how to use Meshmixer, which I highly recommend watching.
At a high level, I like Meshmixer's plane cut functionality because you can use selection tools to limit what geometry it cuts, as well as make your cut lines at arbitrary angles (instead of always being parallel to the printing bed). The Align tool makes it easy to set things back down onto the printing bed after they've been cut. Finally, Meshmixer uses tree supports, which can snake around your model to support specific parts. Importantly, Meshmixer allows you to manually add or remove tree supports, so you can make sure that the model has support where it's needed, but not where it'll cause unsightly marks. Prusa Printers has a nice article about Meshmixer Supports, with a very helpful video, too.
Articles in this series (to be updated with links as the posts are written):
Getting Started with 3D Printed Minis, Part 1: Modeling Software
Getting Started with 3D Printed Minis, Part 2: Printing Software
Getting Started with 3D Printed Minis, Part 3: Downloading Models
Getting Started with 3D Printed Minis, Part 4: Cutting Basics
Getting Started with 3D Printed Minis, Part 5: Cutting and Supporting a Mini
Getting Started with 3D Printed Minis, Part 6: Slicing a Mini
Getting Started with 3D Printed Minis, Part 7: Finishing and Painting a 3D Print
At a high level, I like Meshmixer's plane cut functionality because you can use selection tools to limit what geometry it cuts, as well as make your cut lines at arbitrary angles (instead of always being parallel to the printing bed). The Align tool makes it easy to set things back down onto the printing bed after they've been cut. Finally, Meshmixer uses tree supports, which can snake around your model to support specific parts. Importantly, Meshmixer allows you to manually add or remove tree supports, so you can make sure that the model has support where it's needed, but not where it'll cause unsightly marks. Prusa Printers has a nice article about Meshmixer Supports, with a very helpful video, too.
Articles in this series (to be updated with links as the posts are written):
Getting Started with 3D Printed Minis, Part 1: Modeling Software
Getting Started with 3D Printed Minis, Part 2: Printing Software
Getting Started with 3D Printed Minis, Part 3: Downloading Models
Getting Started with 3D Printed Minis, Part 4: Cutting Basics
Getting Started with 3D Printed Minis, Part 5: Cutting and Supporting a Mini
Getting Started with 3D Printed Minis, Part 6: Slicing a Mini
Getting Started with 3D Printed Minis, Part 7: Finishing and Painting a 3D Print


Comments
Post a Comment