Getting Started with 3D Printed Minis, Part 6: Slicing a Mini
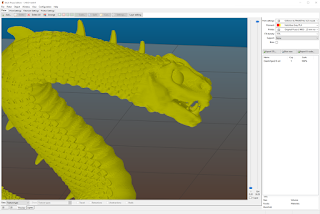
There are many different slicing programs out there, but my printer came with Slic3r Prusa Edition, so that's the one that I learned to use. When printing a mini, the rule of thumb is "low and slow". You want the lowest layer height and nozzle size that you can reliably manage and to print it as slowly as you can tolerate ;) In my case, I've had pretty good results with .05 mm layers and a .25 mm nozzle, printing no faster than 25 mm/sec. That's a pretty conservative speed, so I could probably get away with faster movements for much of the print on my models... but minis tend to have a lot of really tricky parts, like overhangs, thin sections, and bridges, that benefit from slower print speeds. Why do you want lower layer heights? Two reasons: they have less visible layer lines and they show more details on the model. As you can see from the below Slic3r previews, the smaller layers are able to represent much more subtle details along the Z axis. ...